





















What is the M65HL Cotton, Peanut, and Big-Bag Moisture Meter?
The M65HL Cotton, Peanut, and Big-Bag Moisture Meter is a portable moisture meter designed for environments where sample collection is difficult or impractical. Equipped with a robust probe and a sensor at the tip, it enables direct measurements inside cotton bales, peanut loads, and big-bags, providing reliable and rapid readings. This technology eliminates waste, increases operator safety, and ensures critical information for field and industrial decision-making.
Where the M65HL Moisture Meter Can Measure:
The M65HL is highly versatile and suitable for different types of agricultural materials:
-
Cotton bales: Deep measurements to avoid superficial errors.
-
Peanut trailers and drying chambers: Quick readings without the need to extract samples.
-
Big-bags: Representative analysis at multiple points within the volume.
-
Other agricultural products: With appropriate calibration.
This range of applications makes the M65HL a strategic tool for producers, cooperatives, and industries.
Benefits of Measuring Cotton Moisture:
In cotton, moisture directly influences fiber quality and commercial value. The M65HL enables:
-
Measuring moisture inside bales, ensuring readings represent the entire load.
-
Quality control from harvest to industrial processing.
-
Reducing losses from improper storage or incorrect drying.
-
Preserving fiber length and strength, maximizing market value.
Additionally, the device facilitates sorting and transport, keeping the fiber in optimal conditions.
Benefits of Measuring Peanut Moisture:
For peanuts, accurate moisture measurement is essential for food safety, drying efficiency, and grain preservation. The M65HL allows:
-
Direct measurements during industrial drying, preventing waste.
-
Quick sorting of loads upon receipt, streamlining logistics.
-
Eliminating accident risks, as there is no need to climb on trailers or handle heavy loads.
-
Complete process tracking, ensuring compliance for audits and exports.
Measuring Big-Bag Moisture:
Big-bags present unique challenges, such as internal heterogeneity and isolated high-moisture spots. The M65HL probe allows:
-
Evaluating multiple points of the content, obtaining a representative reading of the volume.
-
Reducing losses during transport and storage.
-
Ensuring product quality for export, with traceable data for each batch.
Practical Benefits and Applications
Using the M65HL moisture meter provides tangible advantages for producers and industries:
-
Drying decisions based on real data, avoiding excessive energy consumption.
-
Reduction of losses from manual sample collection.
-
Increased operator safety, with no need to climb on loads or handle heavy bales.
-
Full traceability, with a measurement history and digital reports for audits.
These benefits translate into higher operational efficiency, cost savings, and guaranteed quality.
Comparison with Traditional Solutions:
| Feature | Common Market Solutions | M65HL |
|---|---|---|
| Measurement method | Surface or sampling | Instant deep measurement |
| Sample collection needed | Yes, with losses | No sampling needed, direct on load |
| Operator safety | Exposure to risks | Safe operation, no climbing on loads |
| Traceability | Limited | Umidata software, digital reports |
| Versatility | Limited applications | Cotton, peanuts, big-bags, and others |
Ease of Use
The M65HL was developed to be robust and intuitive. The reading unit is lightweight, portable, and easy to operate. Its long-lasting battery ensures continuous field measurement, and the USB connection allows immediate data export to Umidata. The durable probe withstands intensive use in outdoor and industrial conditions.
The M65HL Cotton, Peanut, and Big-Bag Moisture Meter uses the dielectric method, which:
-
Ensures even more accurate and rapid measurements of cotton, peanuts, and big-bags in a wider range of environments and compactions.
Key Benefits:
-
Instant readings without sample preparation.
-
High accuracy even in compact bales or big-bags.
-
Internal batch representativeness, avoiding surface errors.
-
More reliable than traditional methods, with operator safety.
Why the M65HL is Accurate and Reliable
The moisture meter’s differential advantage lies in deep, dielectric measurement and recipe-based calibration, adaptable to each material type. With automatic temperature compensation and internal memory for thousands of records, it provides reliable readings that can be exported to Umidata software, facilitating detailed analysis, report generation, and integration with management systems.
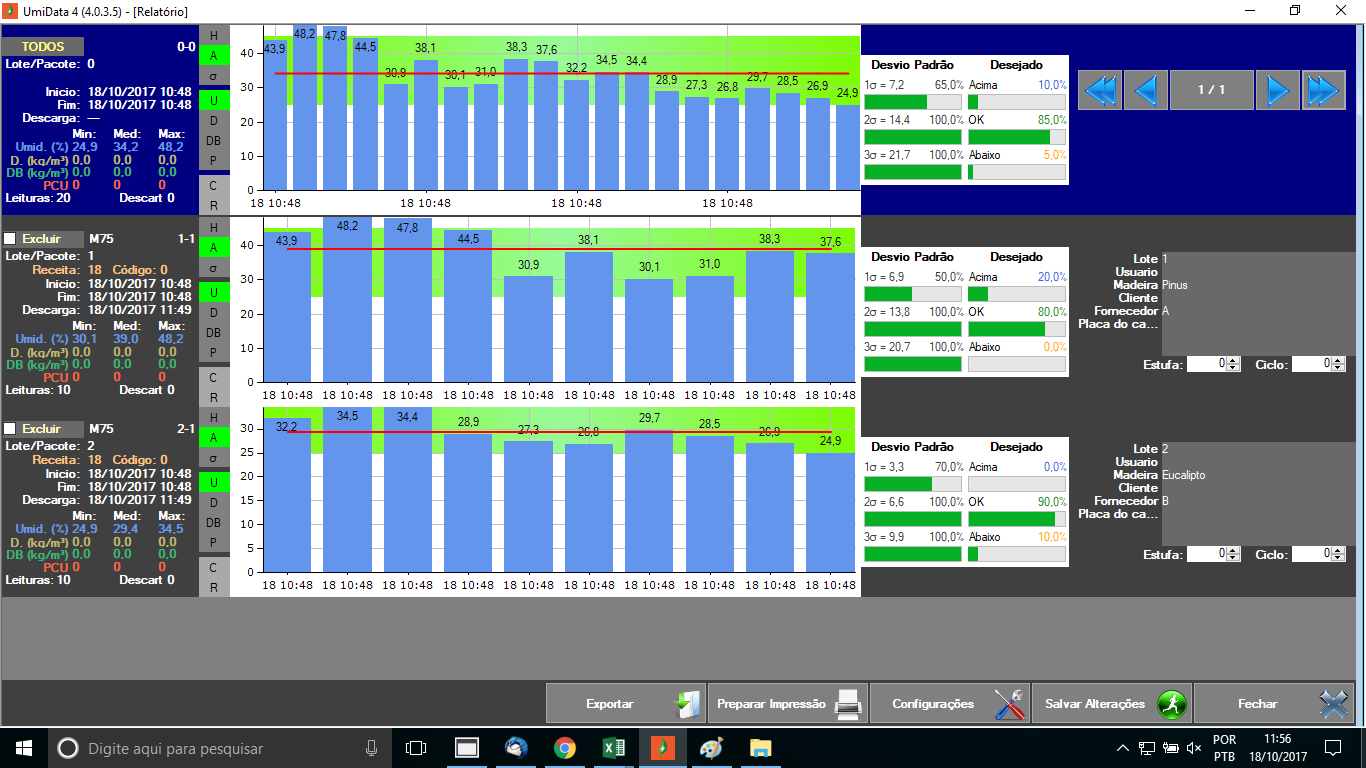
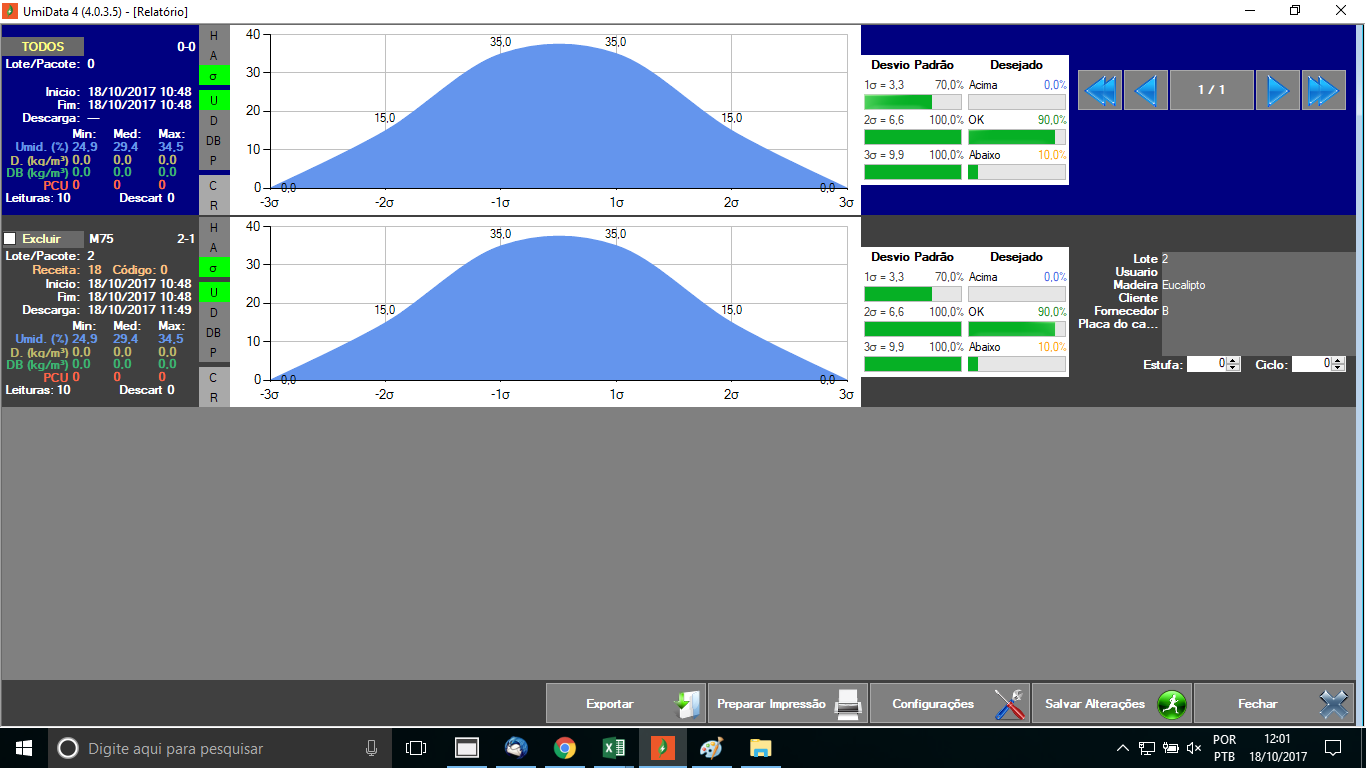
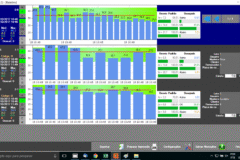
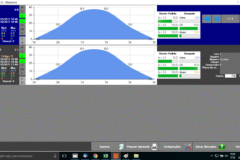
Umidata Software: Measurement Control and Management
Umidata is the software accompanying the M65HL, turning measurements into actionable information for agribusiness. It stores cotton, peanut, and big-bag moisture readings, generates graphs and reports, and exports data to management systems. With it, you can track moisture evolution in real time, trace batches, and make precise decisions regarding drying, storage, and transport, increasing efficiency and reducing losses.
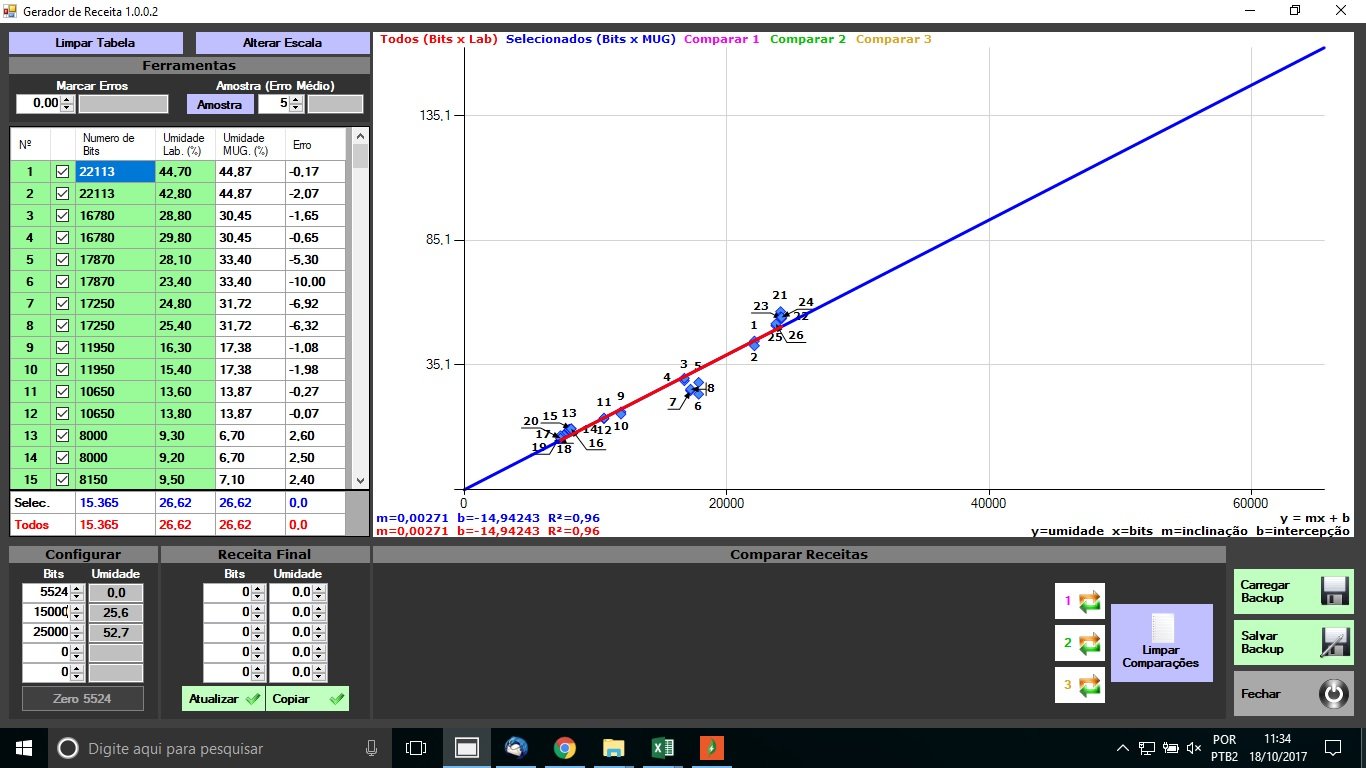
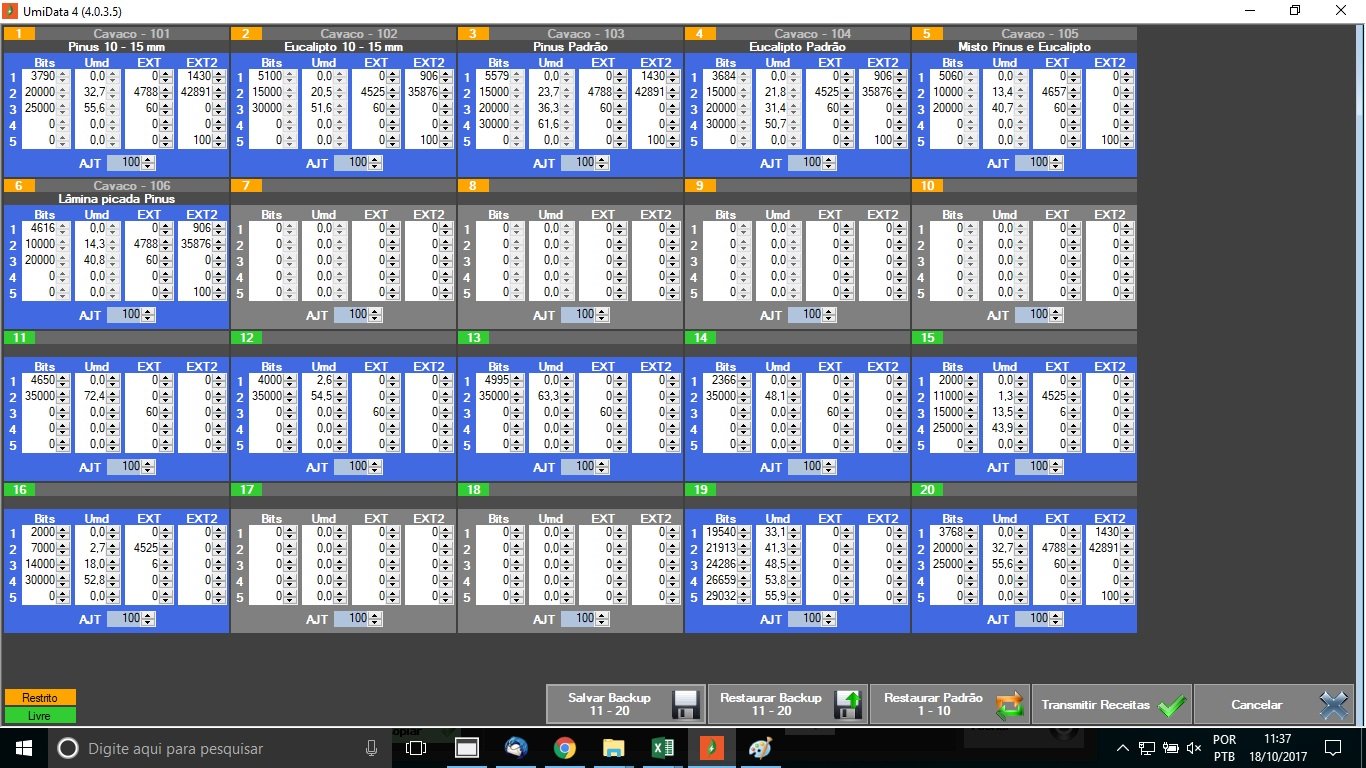
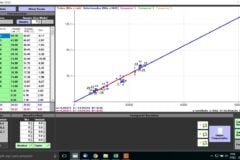
Versatility and Calibration
The M65HL is versatile and can be calibrated for various organic materials. Through UmiLab or directly via your internal laboratory using Umidata, you can create custom recipes, ensuring accurate and reliable measurements for different products while optimizing processes and reducing losses.
Why Choose Marrari Equipment?
Our equipment is optimized for your company! We create ways to improve production process performance without excessive loss, using methods such as OEE and Industry 4.0, creating a more effective, productive, and modern production environment.
For more information about us and news from the automation world, visit our blog, Facebook, or LinkedIn.
WARRANTY
Marrari provides a 6-month warranty for all its systems and equipment to ensure your process remains as productive as possible.

















