
O que acontece quando a serraria para — e ninguém registra o motivo
Existe uma cena que se repete em muitas serrarias brasileiras: a linha para, o supervisor olha para o chão de fábrica, a equipe fica parada e ninguém sabe ao certo há quantos minutos a máquina está inativa. No fim do turno, alguém anota no papel “parada elétrica” — sem horário, sem duração, sem causa raiz. Esse cenário, embora comum, é exatamente o problema que o controle de produção para serrarias existe para resolver.
Isso não é um problema de comunicação. É um problema de controle de produção.
Para gestores e diretores, a ausência de dados precisos sobre a linha é uma das principais barreiras para crescer com consistência. Para operadores e encarregados, é a impossibilidade de entender se o ritmo do dia está dentro ou fora da meta. Os dois lados sofrem com a mesma falha: a falta de visibilidade em tempo real sobre o que acontece na produção.
Neste artigo, você vai entender como o controle de produção para serrarias funciona na prática, quais indicadores realmente importam — e o que os dados reais de uma madeireira paranaense revelam sobre os ganhos que essa mudança pode trazer.

Por que o controle manual não é suficiente para uma serraria competitiva
Ainda é comum encontrar serrarias que registram a produção à caneta, compilam dados em planilhas isoladas e tomam decisões no “olho” — sem indicadores consolidados, sem análise de paradas, sem rastreabilidade da matéria-prima.
Esse modelo funciona até certo ponto. Todavia, ele tem limites claros:
- Erros de registro distorcem relatórios e levam a decisões equivocadas.
- A ausência de rastreabilidade impede identificar qual fornecedor entrega a tora com pior qualidade.
- Sem dados em tempo real, o gestor fica sempre reativo — resolvendo problemas depois que já causaram impacto.
- A percepção sobre a linha costuma ser superestimada: muitos gestores acreditam que a máquina roda 60% a 70% do tempo disponível, quando a realidade frequentemente fica bem abaixo disso.
Além disso, a matéria-prima representa uma parcela expressiva do custo industrial de uma serraria. Segundo o IBFlorestas, cerca de 35% do custo de produção de madeira serrada é representado pela tora em si. Com esse peso no caixa, qualquer ineficiência no uso da matéria-prima tem impacto direto na margem da operação.
O controle preciso começa antes do corte: no pátio, na classificação das toras, no apontamento de diâmetros e comprimentos — informações que, sem um sistema adequado, se perdem antes mesmo de chegarem ao relatório.

O que é OEE — e por que ele é o indicador certo para o controle de produção para serrarias
No contexto industrial, o indicador mais utilizado para medir a eficiência global de uma linha produtiva é o OEE (Overall Equipment Effectiveness), que combina três dimensões: disponibilidade, performance e qualidade.
No contexto específico de serrarias, esse mesmo conceito é aplicado como OAE (Overall Asset Effectiveness), com as mesmas três dimensões adaptadas à realidade do desdobro de toras:
| Dimensão | O que mede | Exemplo prático |
|---|---|---|
| Disponibilidade | Percentual do tempo que a linha realmente opera, sem paradas | A linha está 8h disponível, mas trabalha efetivamente 5h: disponibilidade de 62,5% |
| Performance | Se a máquina opera em capacidade máxima enquanto está rodando | A linha roda, mas em marcha lenta: performance de 80% |
| Qualidade | Percentual de peças produzidas dentro dos padrões | 10% das toras fora de especificação: qualidade de 90% |
O OAE é o produto dessas três métricas. Portanto, uma linha com 62,5% de disponibilidade, 80% de performance e 90% de qualidade opera com um OAE de apenas 45% — ou seja, quase metade do potencial produtivo é perdida em algum desses três pilares.
Segundo benchmarks da indústria de manufatura, um OEE de 85% é considerado “world class”, enquanto um índice de 60% representa a média típica do setor — ainda com amplo espaço para melhoria. Para serrarias que nunca mediram esses números, a descoberta do ponto de partida real costuma ser um choque. Vale destacar que essa metodologia é amplamente reconhecida por iniciativas como o Lean Institute Brasil, que recomenda o OEE como base para programas de melhoria contínua em manufatura.

Disponibilidade: o número que a maioria das serrarias não conhece
A disponibilidade da linha é, na prática, o primeiro indicador que revela a realidade de uma operação. E ela costuma ser bem mais baixa do que os gestores estimam.
Uma pesquisa com serraria de médio porte em Curitibanos (SC), publicada pela Universidade Federal de Santa Catarina, revelou que apenas 66,9% das horas-máquina programadas foram efetivamente produtivas — com disponibilidade mecânica de 92,8%. Entre as principais causas de parada estava a troca de serras, responsável por 28,6% do tempo parado.
Esse dado ilustra algo importante: a máquina estar disponível mecanicamente não significa que ela está produzindo. Paradas operacionais, falta de matéria-prima, espera por operador e ajustes de configuração — tudo isso consome tempo produtivo sem que o gestor, muitas vezes, tenha qualquer registro preciso.
Como o controle de produção para serrarias transforma a gestão de paradas
Quando cada parada é registrada em tempo real pelo operador — com código de causa, horário de início e de retorno —, a serraria passa a ter um mapa preciso das suas perdas.
Com o diagrama de Pareto aplicado sobre esse mapa, os gestores conseguem identificar quais são os três ou quatro motivos de parada que mais comprometem a disponibilidade e, assim, priorizar ações exatamente onde o impacto é maior.
Sem esse registro, o problema permanece invisível. Com ele, a tomada de decisão passa a ser baseada em evidências — não em percepção.
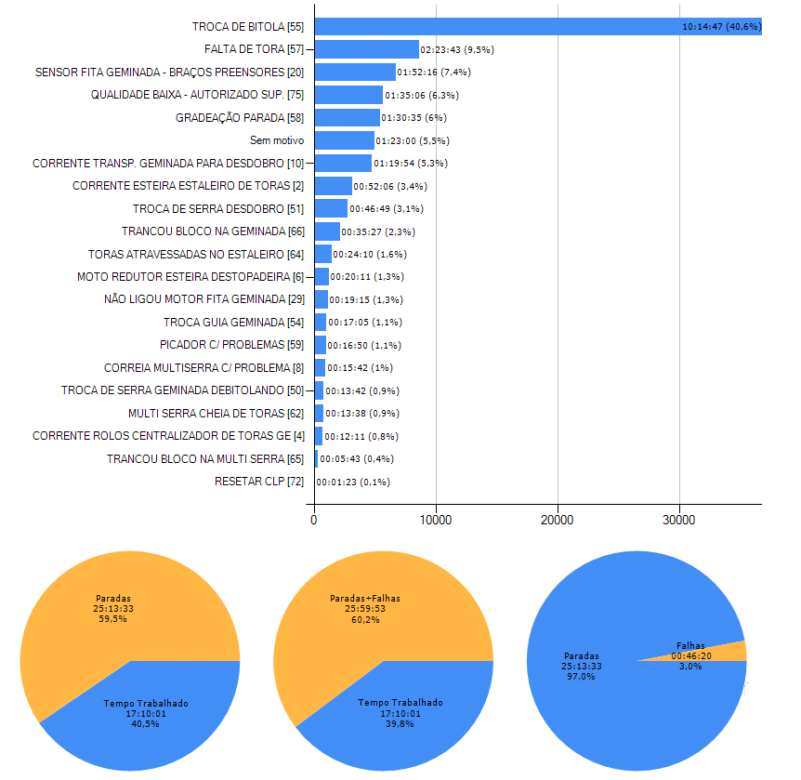
Resultado real: de 45% para 55–60% de disponibilidade em um ano
A Madeireira Galego, de Tunas do Paraná, implementou o Pro X — Controlador de Produção para Serrarias — há cerca de um ano. A experiência vivida pela operação ilustra, com dados concretos, o que o controle de produção pode mudar na prática.
Antes da implementação, a estimativa interna era de que a linha serrava em torno de 60% a 70% do tempo disponível. Era uma percepção razoável — a linha parecia estar rodando a maior parte do dia.
Quando o sistema começou a medir com precisão, o número real foi de apenas 45% de disponibilidade.
“Foi um choque, realmente um choque”, resume a operação. Contudo, esse choque é o primeiro passo para a melhoria: sem o dado real, o problema não existe formalmente — e, portanto, não pode ser resolvido.
Com o mapeamento das paradas e o uso do diagrama de Pareto para priorizar as causas mais frequentes, a operação conseguiu elevar a disponibilidade média ao longo do primeiro ano. A tabela abaixo resume os principais resultados observados:
| Indicador | Antes do Pro X | Após 1 ano com o Pro X | Variação |
|---|---|---|---|
| Disponibilidade da linha | ~45% | 55% a 60% | +10 a +15 p.p. |
| Percepção vs. realidade | 60–70% (estimativa) | 55–60% (medido) | Desvio eliminado |
| Variabilidade da produção diária | Alta (sem causa raiz) | Reduzida (causa identificada) | Produção mais previsível |
| Base para reuniões de produção | Relatos e memória | Dados estruturados (OAE, Pareto) | Decisões embasadas |
| Negociação com fornecedores | Subjetiva | Baseada em rendimento real por lote | Maior poder de argumentação |
Isso representa um aumento de até 15 pontos percentuais em disponibilidade — o que, para uma linha produtiva com metas de volume, tem impacto direto no faturamento.
Além da média, outro resultado significativo foi a redução da variabilidade produtiva. Anteriormente, havia dias de alta produção e dias de baixa produção sem causa clara. Com o controle de produção para serrarias, os dias “ruins” passaram a ter causa identificada — e, portanto, passaram a ser resolvidos de forma sistemática.
Matéria-prima: o controle de produção para serrarias revela quem realmente entrega qualidade
Um dos pontos frequentemente subestimados no controle de produção para serrarias é a qualidade da matéria-prima. A avaliação informal — “essa tora parece boa” — é subjetiva, pontual e baseada em amostragem visual.
O problema é que a matéria-prima representa mais de um terço do custo industrial da operação. Uma tora com diâmetro fora da especificação, comprimento irregular ou conicidade excessiva afeta diretamente o rendimento do desdobro — e, consequentemente, a receita gerada por metro cúbico processado.
Estudos publicados na Revista Floresta da UFPR apontam que o rendimento de desdobro de toras pode variar de forma expressiva conforme o diâmetro e as características da tora. Nesse sentido, o controle criterioso dessas variáveis é uma das principais alavancas para ganho de produtividade sem investimento adicional em maquinário.
Com um sistema de controle de produção integrado, cada tora processada é registrada com seus diâmetros e comprimentos. O sistema identifica automaticamente qualquer peça fora da especificação configurada para aquela ordem de produção. Ao final, a serraria tem um relatório tora a tora, por fornecedor, por lote — com o rendimento real gerado por cada origem de matéria-prima.
Na experiência da Madeireira Galego, isso trouxe um resultado estratégico: a capacidade de negociação com fornecedores baseada em dados. Fornecedores com toras dentro da especificação geram conversão melhor — o que pode justificar um preço mais competitivo. Já os fornecedores com qualidade inconsistente passaram a ter prova concreta de que sua matéria-prima prejudica a operação, com números ao invés de percepção.

Performance: a linha roda, mas roda em capacidade máxima?
A disponibilidade mede o tempo em que a linha opera. A performance, por sua vez, mede como ela opera enquanto está ativa.
Uma linha pode registrar 8 horas de funcionamento e ainda assim ter desempenho abaixo do esperado — porque o operador trabalha em velocidade reduzida, porque a máquina passa por ajustes frequentes entre toras ou porque há microparadas que não chegam a gerar um registro formal, mas consomem tempo produtivo.
Esse indicador exige que o sistema de controle compare a velocidade real de operação com a capacidade nominal da linha. A diferença entre elas é a perda de performance.
Na prática, uma serraria pode registrar 80% de disponibilidade e apenas 60% de performance — o que significa que, das horas em que a linha estava ativa, boa parte foi operada abaixo do potencial. O produto dessas duas métricas já representa uma perda considerável antes mesmo de entrar a dimensão qualidade.
A visibilidade desse indicador no dia a dia — por meio de um painel (andon) na linha ou em um dashboard acessível pelo celular — permite que o próprio operador monitore o ritmo e ajuste a velocidade ao longo do turno, sem depender de uma cobrança externa.
O papel da gestão visual no controle de produção para serrarias: da direção ao operador
Um sistema de controle de produção para serrarias não é uma ferramenta voltada apenas à gestão. Ele também tem uma função operacional direta: trazer clareza para quem está no chão de fábrica sobre se a produção está no caminho certo.
O andon — painel visual instalado no início da linha — mostra ao operador em tempo real se ele está dentro da meta (verde), próximo do limite (amarelo) ou abaixo do esperado (vermelho). Esse feedback imediato muda o comportamento operacional de forma natural: o operador sabe o que precisa fazer, sem precisar esperar o relatório do fim do dia.
O dashboard completo, com disponibilidade, performance, qualidade, meta e produção acumulada, pode ser exibido em uma tela visível por toda a equipe da linha. Isso cria um senso de responsabilidade coletiva sobre os resultados — os colaboradores param de ver os números como algo abstrato da diretoria e passam a entender que aqueles dados representam o trabalho deles.
Além disso, quando o acesso ao sistema está disponível pelo celular, os encarregados conseguem acompanhar a linha em tempo real de qualquer lugar — inclusive fora da fábrica — e agir antes que uma situação se agrave.
Essa combinação entre dados para a gestão e visibilidade para a operação é o que diferencia um sistema de controle de produção de um simples software de relatórios.

Reuniões de produção: como o controle de produção para serrarias transforma a pauta
Quando a serraria não tem dados estruturados, as reuniões de produção costumam ser baseadas em memória, percepção e relatos informais: “Acho que a semana foi boa.” “Teve muita parada na terça.” “O fornecedor X entregou umas toras tortas.”
Com um sistema de controle de produção integrado, essa dinâmica muda completamente. As reuniões semanais, mensais e anuais passam a ter como base:
- Gráficos de disponibilidade por período
- Ranking de causas de parada (Pareto)
- Comparativo de rendimento por fornecedor
- Evolução do OEE ao longo do tempo
- Meta versus realizado por turno e por operador
Isso não elimina a experiência das pessoas — pelo contrário, ela complementa. O encarregado que sabe que “a quinta-feira costuma ser ruim” agora tem dados para demonstrar por quê e para propor soluções embasadas.
Para diretores e gestores, essa mudança transforma a relação com a operação: as decisões sobre onde investir, o que corrigir e como priorizar passam a ter respaldo quantitativo — não apenas sensação.
Controle de produção para serrarias na prática: o que o Pro X oferece
O Pro X é um controlador de produção desenvolvido pela Marrari Automação com foco específico nas necessidades de serrarias industriais. Diferentemente de soluções genéricas de gestão industrial, ele foi projetado para a realidade do desdobro de toras — com variação de espécies, diâmetros e múltiplos turnos.
| Funcionalidade | O que resolve |
|---|---|
| Coleta automática de dados por setor, máquina ou operador | Elimina registros manuais e erros de apontamento |
| Apontamento de paradas com código de causa em tempo real | Gera o mapa de paradas para análise de Pareto |
| Registro de matéria-prima tora a tora | Permite comparar rendimento real por fornecedor e por lote |
| Dashboard com OAE, disponibilidade, performance e qualidade | Visão completa da linha para gestores em qualquer horário |
| Andon na linha (verde/amarelo/vermelho) | Operador sabe se está dentro da meta sem depender de supervisor |
| Acesso pelo celular | Encarregado acompanha a linha em tempo real de qualquer lugar |
| Relatórios automáticos exportáveis | Base pronta para reuniões semanais, mensais e anuais |
| Compatibilidade com sensores Marrari | Maior precisão de medição integrada ao controle de produção |
A implementação inclui análise da operação, configuração dos parâmetros de linha e capacitação da equipe — para que o sistema comece a gerar dados úteis desde o início, e não fique parado por falta de uso.

O dado que ninguém quer descobrir — mas que toda serraria precisa saber
Existe uma resistência comum quando o assunto é medir a eficiência real de uma operação. No fundo, ninguém quer saber que a linha está rodando 45% do tempo quando todos acreditavam que era 65%.
Entretanto, esse dado é o ponto de partida de qualquer melhoria real.
Sem ele, a serraria continua tomando decisões no escuro — investindo em lugares errados, tolerando paradas evitáveis e comprando matéria-prima de fornecedores que prejudicam o rendimento sem que isso fique evidente.
Com ele, a operação passa a ter controle sobre o que produz, por que para, como performa e de onde vem a variação dos resultados. Isso se traduz em mais consistência, menos desperdício e uma base sólida para crescer.
O controle de produção para serrarias não é uma ferramenta de cobrança. É uma ferramenta de visibilidade — para gestores que querem decidir melhor e para operadores que querem saber se estão no caminho certo.
Referências
- IBFlorestas. Rendimento na conversão de tora em madeira serrada. 2023.
- BASTOS, S. L. S. Desempenho operacional de serraria de médio porte. UFSC — Campus Curitibanos, 2023.
- Revista Floresta UFPR. Rendimento em madeira serrada, v. 37, n. 1, 2007.
- SILVA, A. C. Aplicação do indicador OEE para análise do desempenho global da capacidade produtiva de uma indústria madeireira. Dissertação de Mestrado — UFPA, 2019.
- Federação Internacional de Robótica (IFR). World Robotics Report, 2023.
- CBCTEM. Quantificação de resíduos madeireiros de uma serraria, 2019.
- Marrari Automação. Serrarias: Automação e Modernização. 2026.
- Marrari Automação. Serraria: Por que digitalizar a produção? 2025.
Conheça mais sobre nossas soluções para a indústria madeireira clicando abaixo:




